
Barvicí řada Indigo Slasher
Specifikace
| 1 | Rychlost stroje (barvení) | 6 ~ 36 m/min |
| 2 | Rychlost stroje (dimenzování) | 1 ~ 50 m/min |
| 3 | Délka vyvětrání | 32 M (typicky) |
| 4 | Kapacita akumulátoru | 100 ~ 140 M |


Nosníkové koše
Funkce
| 1 | Barvení + Klížení |
| 2 | Efektivní výroba |
| 3 | Minimální přetržení příze |
| 4 | Více režimů výroby |
| 5 | Vysoce automatizovaná výroba |

Brzda paprsku

Částečný pohled na elektrickou skříň
Zásady barvení indigem metodou slasher
1. Příze se nejprve připraví (na kuličkovém osnovovacím stroji pro barvení lan, na přímém osnovovacím stroji pro barvení slasherem) a začne se s cívnicemi.
2. Krabice pro předběžnou úpravu připravují (čištěním a navlhčením) přízi k barvení.
3. Barvicí boxy barví přízi indigem (nebo jinými typy barviv, například sírou).
4. Indigo se redukuje (na rozdíl od oxidace) a rozpouští se v barvicí lázni ve formě leukoindiga v alkalickém prostředí, přičemž redukčním činidlem je hydrogensiřičitan.
5. Leukoindigo se v barvicí lázni naváže na přízi a poté se na větracím rámu dostane do kontaktu s kyslíkem, leukoindigo reaguje s kyslíkem (oxiduje se) a zmodrá.
6. Opakované namáčení a větrání umožňuje indigu postupně se ztmavit.
7. Prací boxy odstraňují přebytečné chemikálie z příze, v této fázi lze pro různé účely použít i další chemické prostředky.
8. proces kalichování se provádí ihned po barvení na stejném stroji, finální paprsky jsou připraveny k tkaní.
9. Z hlediska produktivity má barvicí linka slasher obvykle zhruba POLOVINU výrobní kapacity barvicí linky na 24/28 lan.
10. Výrobní kapacita: Přibližně 30 000 metrů příze barvenou v barvírenském zařízení.

Vřeteník

Velikostní krabice

Rozdělená zóna

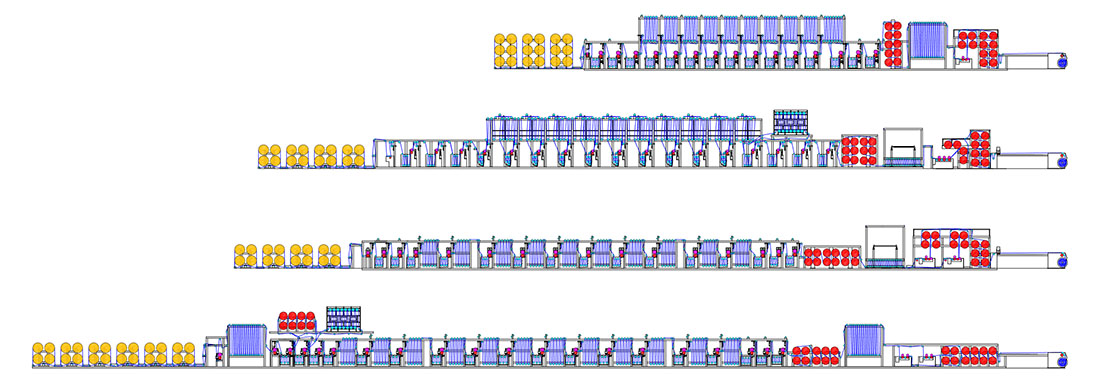
Pohled shora na barvicí stroj slasher


Automatická regulace napětí

Průtokoměr Endress+Hauser

Horní list a spodní list





