
SYSTÉM DETEKCE PŘÍZE PRO PRSTENSKÉ PŘÍPŘÁDÁNÍ



Průmyslové zázemí
V současné době je efektivita textilních podniků ovlivněna především náklady na pracovní sílu, stavem zařízení, obchodními operacemi a dalšími faktory. Proces spřádání je klíčovým procesem kvality přádelen, je obtížné jej řídit a nejpřímější reakcí na jeho řízení jsou data o přetržení příze. Proto je nejvyšší prioritou řízení spřádání, jak detekovat a omezit přetržení. Víme, že 30 % až 35 % přetržení je způsobeno 5 % zpětně otáčejících se vřeten. Tradiční metodou je zjištění těchto 5 % vadných vřeten cestováním, opravami mechaniky a odběrem vzorků testery, ale existuje mnoho nevýhod.
Vyvinuli jsme online detekční systém. Dokáže včas a efektivně lokalizovat polohu přerušení stroje a výrazně zlepšit pracovní efektivitu kruhových rámů. Naše společnost si klade za cíl poskytovat pokročilé inteligentní modifikační služby pro proces spřádání textilních podniků, urychlit modernizaci spřádacího zařízení s cílem zlepšit konkurenceschopnost podniků a nešetřit úsilím, aby pomohla uživatelům maximalizovat zisk pomocí efektivních a inteligentních prostředků řízení výroby.
Složení systému
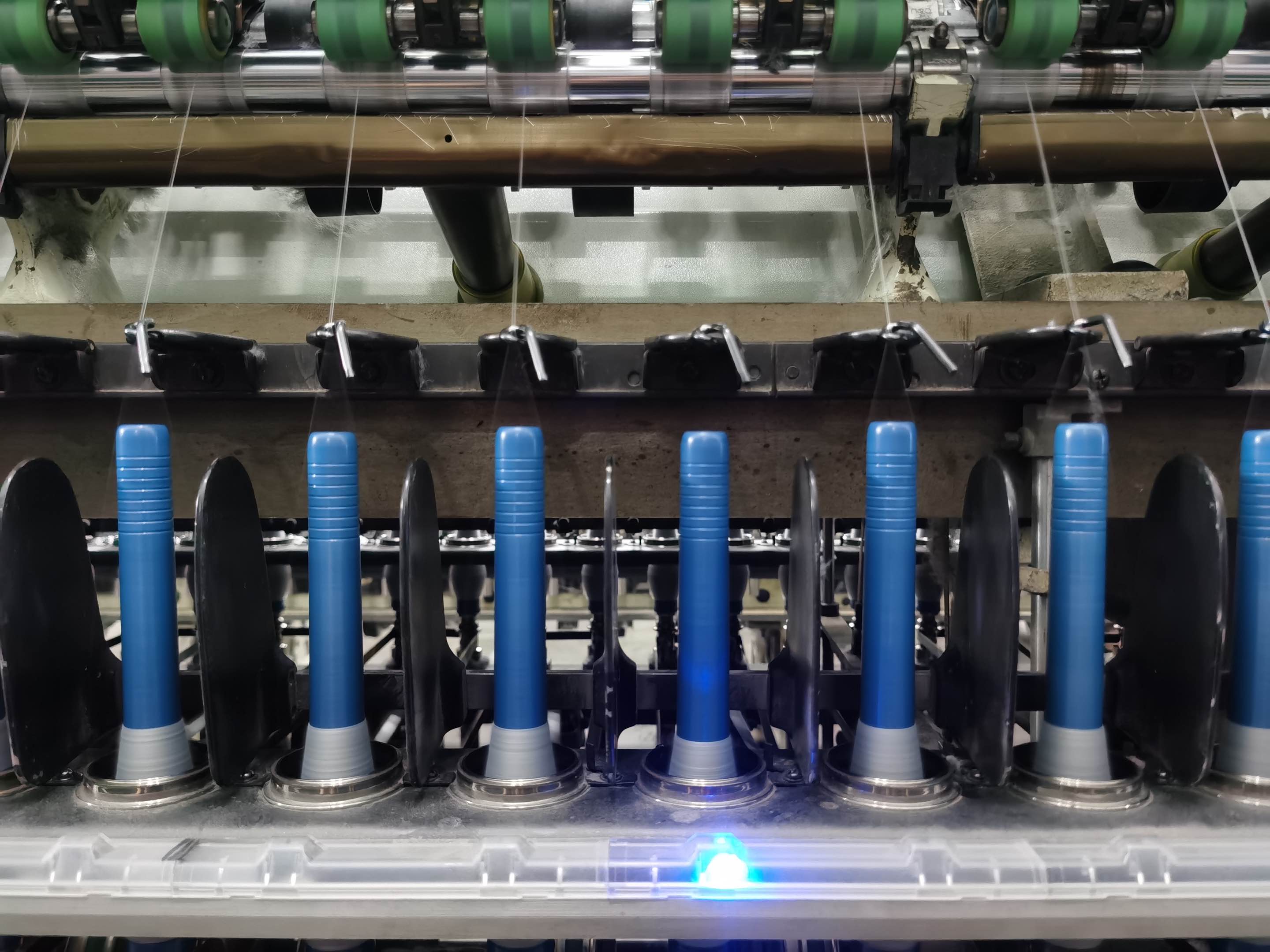
Systém se skládá hlavně z monitorovacích zařízení a akčních členů.
Monitorovací zařízení zahrnuje monitorovací zařízení pro jednotlivé vřetena.
Taktátory se skládají hlavně ze čtyř částí: fotoelektrického snímacího systému přerušení, zařízení pro zastavení pramene, displeje pro ovládání konce převodovky a indikace varování před přerušením konce. Schéma zapojení systémových modulů je znázorněno na obrázku 1 níže. (Mezi ně patří platforma pro řízení předení, inteligentní systém cloudového předení, monitorování spotřeby energie, monitorování prostředí, indikace přerušení a slabého zkroucení věže, nastavení spandexu, nastavení otáček sacího ventilátoru a nastavení siro, které jsou volitelnými moduly; bez volitelných modulů se odpovídající data nezobrazí).
Systémové funkce
Monitorovací a řídicí systém má funkce indikátoru a displeje pro jednotlivé stroje, displeje pro konec převodovky, displeje v dílně, displeje pro hlavní server, zastavení podávání zlomu na konci rovingu, včasné odhalení zlomu a přesné polohování, pomáhá pochopit klíčové body kvality spřádacího procesu, snižuje pracnost a odpad a zlepšuje kvalitu.
Zvláště významné je, že systém obsahuje systém pro řízení výroby v oblasti spřádání. Dokáže shromažďovat data z hromadných dat, generovat různé grafické a textové zprávy podle potřeb zákazníků, pomáhat technologickému a manažerskému personálu továrny analyzovat, řídit a činit rozhodnutí a poskytovat uživatelům pohodlí při řízení.
Systém řízení výroby zahrnuje především následující funkce:
A) Schopen zobrazit vřetena s poruchami mote, včas najít závadu na vřetenu a upozornit mechanika na opravu;
B) Není třeba manuálně kontrolovat množství přestávek 1000 vřeten/hodinu a přestávky při sejmutí lze kdykoli zobrazit online;
C) Není třeba ručně kopírovat výtěžnost produkce každé směny, systém ji generuje automaticky;
D) Může zobrazovat otáčky vřetena, vyhýbat se nízkým otáčkám vřetena a omezovat slabé kroucení;
E) Kdykoli si můžete zkontrolovat odrůdy spřádání a podmínky stroje pro plánování odrůd;
F) Schopnost sledovat provoz a rychlost chodu všech strojů;
G) Může kdykoli vidět vztah mezi rychlostí a dalšími parametry a optimalizovat rychlost.
Funkce systému
Monitorovací a řídicí systém kruhového rámu je informační a inteligentní prostředek. Dokáže zaznamenávat veškerá data a zpřístupnit práci více otevřenou a transparentní, čímž pomáhá řízení dílenské skupiny a poskytuje podniku vědecký základ pro rozhodování a optimalizaci procesu. Systém má níže uvedené zřejmé vlastnosti.
A) Mezi jednotlivými senzory není žádné drátové propojení. Přímé vložení.
B) Fotoelektrická (nebo elektrická magnetická) sonda má výhody přesnosti a citlivosti, sonda je malá, instalační vzdálenost mezi sondou a kroužkem je velká a nemá vliv na zapřádání přízí a výměnu běžce.
C) Zařízení pro zastavení rovingu je vhodné pro paralelní a V-tvarovací formy. Používá flexibilní modulární připojení, nevyžaduje žádné další obvody, automaticky identifikuje polohu vřetena, má jednoduchou konstrukci a snadnou instalaci a údržbu. Citlivost zařízení pro zastavení rovingu je do 4 sekund.
D) Každá sada s obrazovkou s rozhraním člověk-stroj poskytuje rychlé pokyny k obsluze pro pracovníky a mechanika.
E) Design s funkcí wifi pro budoucí vzdálený servis, stabilní bezdrátové připojení notebooku a ručního telefonu.
Význam modulu pro sledování přerušení
Modul detekce přerušení systému se odráží hlavně na kontrolce a displeji. Různé kategorie displeje představují různé významy. Podrobnosti viz níže uvedený formulář 1.
| Pozice | Kategorie | Implikace |
| Poloha vřetena | Modré světlo mrknutí | přestávky |
| Mrknutí na červené světlo | chyba | |
| Červené světlo svítí | Slabý zvrat | |
| Fialové světlo mrknutí | Zakrytí senzoru | |
| svítilna | Zelená kontrolka svítí | 1–4 přestávky |
| Žluté světlo svítí | 5-9 přestávek | |
| Červené světlo svítí | 10–24 přestávek | |
| Mrknutí na červené světlo | Přestávky nad 25 | |
| 2 barvy střídavého mrkání | Varování při kreslení/chyba základní desky | |
| Zobrazit | Písmeno b+číslo | Množství přerušení |
| Písmeno E+číslo | Množství slabého zkroucení | |
| Písmeno F+číslo | Množství poruch |
Hlavní technické parametry upraveného stroje
Monitorovací systém je přizpůsoben níže uvedeným 2 parametrům, další parametry jsou upraveny dle požadavků.
| Žádný. | Položka | specifikace |
| 1 | Vhodné pro daný druh příze | 14-100s bavlna a směs |
| 2 | Počet vřeten | Krátký rám, dlouhý rám |
| 3 | Typ sepisu | paralelní a V-kreslení |
| 4 | Měřidlo vřetena | 68,75 mm, 70 mm, 75 mm |
| 5 | Průměr kolébky hřídele | 28 mm, 40 mm |
| 6 | Typ prstenu | Rovina, kuželový |
| 7 | Číslo vřetena | Z konce převodovky (L/R) v pořadí |
Technická specifikace systému
Systém dokáže realizovat inteligentní online monitorování v reálném čase. Jeho princip fungování a diagram fungování jsou uvedeny v tabulce 2 a tabulce 3.
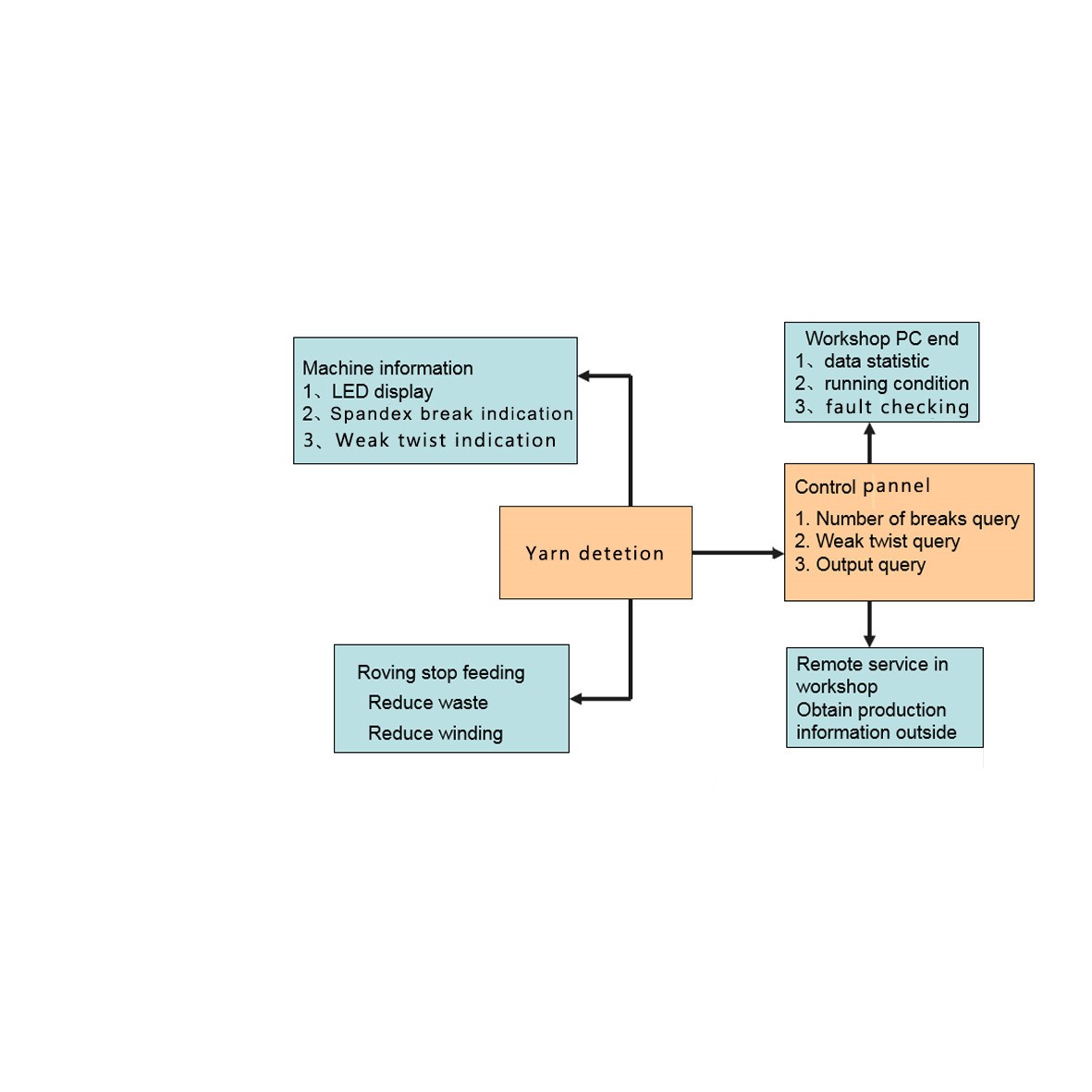
Princip fungování systému detekce příze
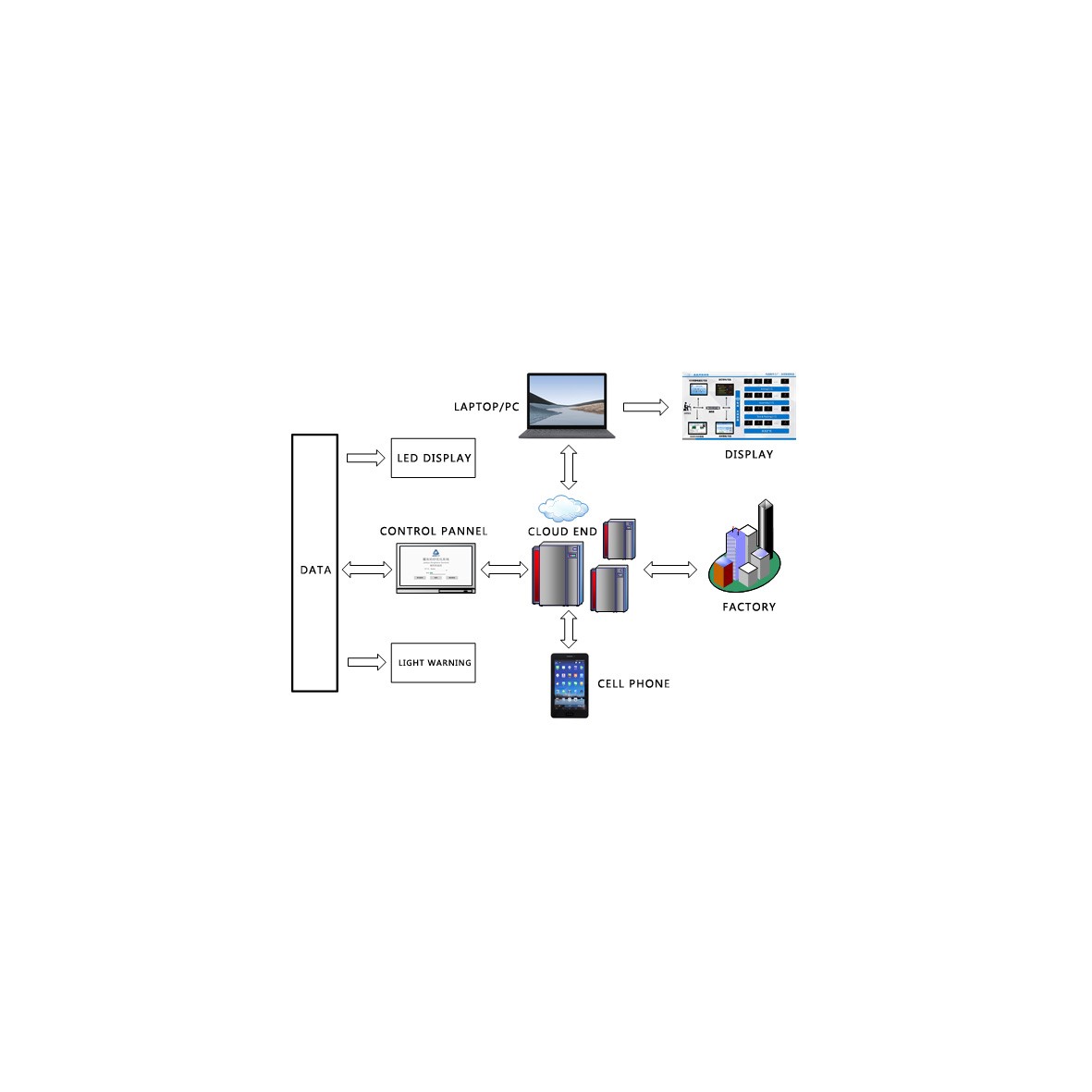
Pracovní schéma systému detekce příze
Monitorovací systém spřádacího stroje je inteligentní, informační a lehký. Jeho hlavní technické specifikace jsou uvedeny v tabulce 2 níže.
| Položka | Obsah | Systém monitorování jednoho vřetena JADEYO 2.0 |
| Železářské zboží | Výkon senzoru | Fotoelektrické, magnetické |
| Specifikace senzorové desky | 24 vřeten 0,7 kg | |
| Typ koncového uživatele | Podpora PC, mobilu, notebooku, náramků atd. | |
| Zastávka pro toulavé | Zároveň, když dojde k přerušení | |
| Ovládání kreslení | Zobrazení průměru válce, aktuální rychlosti | |
| Monitorování výroby | Zobrazit druh příze, rychlost výroby, délku, výtěžnost, dobu sundání atd. | |
| Počet přerušení/1000 vřeten/hodinu | Online kontrola otáček vřetena a případných zlomení konců/1000 vřeten/hod. | |
| Analýza přerušení hry při sejmutí | Online kontrola otáček vřetena a případných přerušení/1000/hod. každého sejmutí | |
| Alarm koncových přerušení | Kontrolka senzoru bliká, řídicí jednotka konce převodovky zobrazuje polohu brzdy a displej zobrazuje počet brzd | |
| Mírné zkroucení | Kontrolka senzoru rozsvícená může online kontrolovat otáčky vřetena, množství přerušení | |
| Způsob přenosu | Snadné vkládání integrované desky plošných spojů | |
| software | Propojení s dalšími monitorovacími zařízeními | Síť s více stroji může tvořit síť pro monitorování spřádání a koncových zlomů. |
| Použití tabulky parametrů | Stávající reporty lze upravit podle potřeb a později je lze přizpůsobit pro vývoj a nastavení nových reportů. | |
| Sdílení dat | Data jsou plně otevřená, datové rozhraní podporuje Ethernet, kompatibilní se systémem pro řízení výroby HMES, systémem plánování zdrojů ERP, kancelářským systémem OA atd. | |
| Vylepšení softwarových funkcí | Lze znovu rozvinout a mít funkci rozšíření | |
| Standard kvality | Detekce všech vřeten online | Přesné bez dezinformací |
| Denní míra selhání detekční sondy a dalších elektrické součástky | V rámci 1/10000 je životnost více než 10 let |





